以下是:球墨铸铁管-球墨铸铁管质优价廉的产品参数
球墨铸铁管-球墨铸铁管质优价廉,华夏联丰铸造有限公司为您提供球墨铸铁管-球墨铸铁管质优价廉产品案例,联系人:高经理,电话:13698652159、13698652159,QQ:,发货地:城阳区双元路发货到广西省 柳州市 鹿寨县、城中区、鱼峰区、柳南区、柳北区、柳江区、柳城县、融安县。 广西壮族自治区,柳州市,鹿寨县 鹿寨县,隶属广西壮族自治区柳州市,位于广西中部,地处桂中腹地,扼南北交通之要冲,毗邻柳州市区,介于北纬24°14′至24°50′、东经109°28′至110°12′之间。总面积2974.8平方千米。 鹿寨县地处低纬,属南亚热带向中亚热带过渡带,受季风环流影响较明显。境内气候温和,适于农作物生长。截至2016年,鹿寨县辖6个镇、3个乡。 县政府驻鹿寨镇。截至2022年末,鹿寨县常住人口为33.91万人。
想要了解我们的球墨铸铁管-球墨铸铁管质优价廉产品吗?别错过这个产品视频。它将通过生动的画面和详细的解说,让您对产品有更深入的了解。
以下是:球墨铸铁管-球墨铸铁管质优价廉的图文介绍

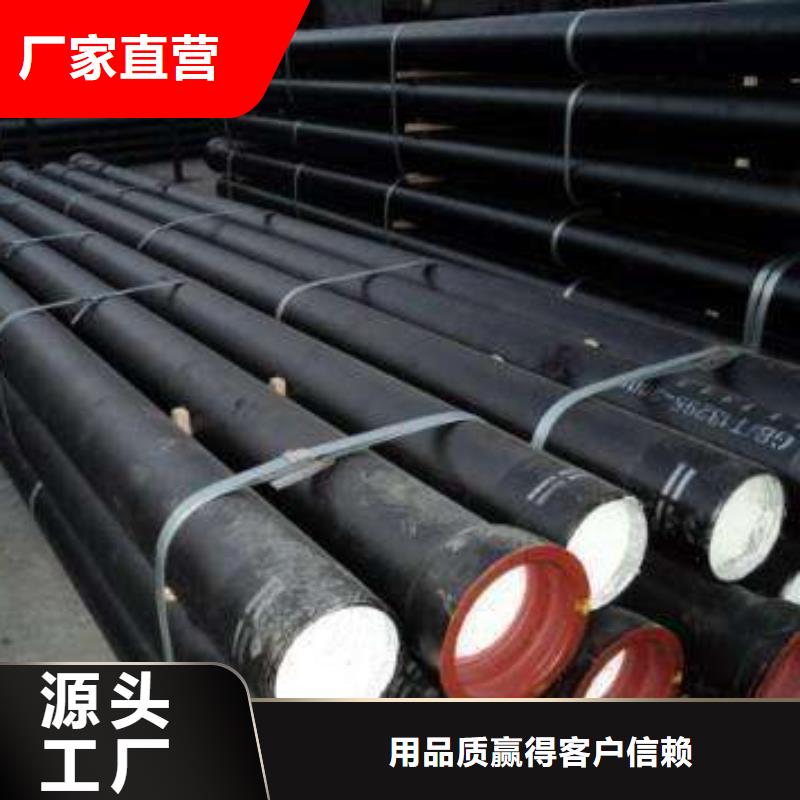
柳州鹿寨球墨铸铁管的详细介绍
用心制作 出货及时

灰口铸铁的补焊工艺.
冷焊法. 电弧焊冷焊法就是焊件在焊前不预热,焊接过程中也不辅助加热,因此可以加速焊补生产率,降低成本,改善劳动条件,减少焊件因预热时受热不均匀而产生的变形和焊件已加工面的氧化.目前冷焊法正在推广,并迅速发展.但是冷焊法在焊接后因焊缝及热影响区的冷却速度很大,极易形成白口组织.此外因焊件受热不均匀,常形成极大的内应力,会造成裂纹,在冷焊时应注意以下几点: ① 焊前应彻底清理油污,裂纹两端要打上裂孔,加工的坡口形状要保证便于焊补及减少焊件的熔化量。
② 采用钢芯或铸铁芯的以外的焊条,小直径焊条应尽量用小的焊接电流,以减少内应力和热影响区的宽度。
③ 采用短焊道焊接法.一般每次焊10-40mm,待其充分冷却后再焊。
④ 采用分段倒退焊.这样可以降低拉应力,对防裂有好处。
⑤每项焊一短焊道后,用圆头锤沿焊逢向外锤击。 冷焊焊条按焊后焊缝的可加工性分为两大类:一类用于焊后不需要机械加工的铸件,如钢芯铸铁焊条(EZCQ),只适用小型薄壁铸件刚度不大部位的缺陷焊补;另一类用于焊后需要机械加工的铸件,如纯镍焊条(EZNi-1)镍铁铸铁焊条( EZNiFe-1)镍铜铸铁焊条(ENiCu-1)等。
热焊法 热焊法是在焊接前将焊件全部或局部加热到600-700℃,并在焊接过程中保持一定温度,焊后在炉中缓冷的焊接方法。用热焊法时,焊件冷却缓慢,温度分布均匀,有利于白口组织,减少应力,防止产生裂纹。但热焊法成本高,工艺复杂,生产周期长,焊接时劳动条件差,因此应尽量少用。
气焊焊补灰口铸铁的补焊工艺:
气焊火焰温度比电弧温度低得多,因而焊件的加热和冷却比较缓慢,这对防止灰口铸铁在焊接时产生的白口组织和裂纹都很有利。所以用气焊焊补的铸件质量一般比较好,因气焊成为补焊铸铁的常用方法。但气焊与焊条电弧焊相比,焊工的劳动强度高,焊件变形较大,焊补大型铸件时难以焊透。但由于气焊铸件的质量较好,易切削加工,使许多工厂中的中小型灰口铸件,还是较多用气焊焊补。
焊前准备 ① 在焊件完毕后,检查缺陷.焊件上的缺陷可起码接观察,也可用10-20倍的放大镜查找。
② 裂纹找出后,在裂纹的两端钻直径φ4-6mm的 裂孔,以防止裂纹扩展.焊接灰口铸铁时可选用铸铁焊丝,丝401A或丝401B. 焊接时气焊熔剂选用气剂201,铸铁气焊熔剂熔点为650℃成碱性,能将铸铁气焊时产生的二氧化硅(熔点为1350℃)变为易熔的盐类.铸铁用气焊熔剂进行灰口铸铁补焊时,应选择较大号的焊炬,以提高焊接头焰效率,有利于气孔夹渣等缺陷.焊嘴孔径可根据焊补处的壁厚确定。
山东华夏联丰铸造有限公司

源头采购
核心技术
优良工艺
性价比高
厂家直营
服务优质
在柳州市鹿寨县采购球墨铸铁管-球墨铸铁管质优价廉请认准华夏联丰铸造有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:高经理-13698652159,QQ:,地址:城阳区双元路)。